
技术支持
锉磨机说明书
Author:goobsy Renew time:2026-02-11
特别警示
为了使客户能够更好的使用CM840-30型锉磨机,在使用操作过程中,现将有关事项首先强调说明,请厂方在使用过程中务必注意遵守以下事项。
一、CM840-30型锉磨机在出厂前,锉磨刀与转子外表面之间的距离已调整为6mm,转子高速旋转后,锯条组件在离心力作用下被甩出,锯条高出转子外表面3mm,即锯条与锉磨块之间的距离为3㎜。当锯条磨损后,二者之间间隙变大,使用过程中请自行调整锉磨刀与转子之间的距离,但二者间的距离不得小于6㎜(佳工作间隙为6㎜—6.5㎜),否则,锯条被甩紧后,锯条将碰到锉磨块,锯条将全部报废,造成重大事故。
二、CM840-30型锉磨机在每次开机之前,务必打开侧盖检查锯条组件是否左右移动,使之与转子两端面保持相平,不得有任何一根左右移动错位,否则,将会造成危险。
三、锉磨机在出厂之前,压条与压条、压条与沟槽为一一匹配,已经作有标记。使用过程中,锯条磨损后须更换时,压条位置不得互换,按原位置放好,否则转子将失去动平衡,将会出现重大事故。
标记说明:在每对压条的内侧(与锯条接触面)打有配对标号,依次为1、2、3、……、119、120。在转子侧面上打有压条安装顺序标记,依次为1、2、3、……119、120,每对压条与沟槽是一一对应,不可互换。
配对压条安装顺序说明:安装压条时,标号为1的配对压条安装在标号为1的沟槽内,标号为2的配对压条安装在标号为2的沟槽内,……,同理,标号为119和120的配对压条分别安装在标号为119和120的沟槽内,二者是一一匹配的。压条在安装过程中注意锯条工作面的方向(锯齿上带斜面的方向为非工作面)和电机旋转方向一致。
重要事项:
在使用锉磨机时请务必注意以上所述条款,否则,将会造成重大人身事故。
2.安全说明
* 有这种标志的说明遵守。
这样可以避免损坏或破坏机器或其它装置部件。
* 有这种指示的工作操作规程认真执行,否则将导致严重的危害或身体损伤。
* 注意所有的安全说明
就机器本身而言,当地的安全法规通常是有效的。
* 阅读使用手册
根据本手册中的说明通常可以解决问题。
* 根据已认可的流程和操作数据来使用该机器。
* 根据本手册中的说明对机器进行维修。
* 根据技术安全规则对该机器进行控制。
请留神注意确保您及其它人的安全。
4.结构描述
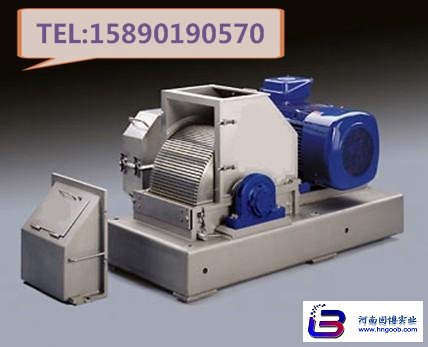
该设备是薯类淀粉加工行业的专用设备。与同行产品相比,它由几百个锯片组合而成,具有转速高、物料锉磨精细、颗粒均匀、淀粉游离率高、生产能力大、淀粉提取率高等特点。
本产品设计新颖,结构紧凑,主要由锯条组件、转子、锉磨刀、上盖、侧盖、轴承座、机座、传动装置及电机等组成。所有部件组成一台基础相当结实的设备。机座支撑着所有组件,转子轴承均固定在此机座上。
为了快速检查,在侧盖上留有一个带手柄的观察窗,这对观察锯条的磨损情况以及从锉磨机腔体内取出异物是相当有必要的。
在转子两侧装有两个组合锉磨刀,允许转子双向旋转,破碎率高。同时,当其中一个锉磨块磨损后,可以与另一个互换。
在转子下面的两个组合锉磨刀之间,装有一个筛网。为把此筛网固定牢固,装有双加紧装置,由底架两侧的两个拉紧手柄传动。
转子是由特种不锈钢加工的圆柱体,在其表面上均布120个沟槽,用于安装锯条组件。
锯条组件由两个带有定位销的不锈钢压条和一根锯条组成。每两个配对的压条在其内侧做有配对标记,用数字表示。当更换锯条时,这两个压条不能与其它压条配对。
锯条是500㎜长的钢制淬火件,是粉碎锉磨的主要加工器件。
将锯条组件沿轴向方向插入转子沟槽内后,当转子以2100r.p.m的速度高速旋转时,锯条组件在离心力F离=16.3×106N强大的作用下,将组件甩出,卡紧在转子沟槽的斜面内,从而佳地固定好锯条。
电动机通过皮带传动转子。皮带用一个完全封闭的防护罩盖好。
5.运送与吊装
CM840-30型锉磨机,见附图1“锉磨机结构简图” (重量:3500千克)
5.1 通常利用直径为30毫米,长度为1200毫米的实心圆钢进行运送与吊装。
5.2 两根圆钢穿过机座侧面的圆孔。
5.3 将吊索绕着圆钢(紧靠着机座)系住并且牢固地固定好。
5.4 水平运送机器尽可能沿地面进行。
5.5 当锉磨机已置于终地点时,查明地脚螺栓是否易于从洞孔中取出。
5.6 混凝土基础平整。
6.安装
6.1 检查机器的所有部件是否已经全部提供。
6.2 锉磨机以确保便于维护和维修的方式进行安装。
6.3 将锉磨机放置在混凝土基础上,浇注好地脚螺栓。
6.4 建议在混凝土基础顶部铺上一层相当干的防缩水泥(20毫米)。
6.5 将此机器放在这层水泥上并利用重型橡胶锤让机器震动。
6.6 检查此机器是否保持水平。(非常重要!!!)
6.7 水泥固化后,拧紧螺母,并加一个锁紧螺母。
6.8 将上盖后背上的法兰与水管相连,以便注入清洗水。
6.9 按照附图4(锉磨机电气原理图),将电与控制柜连接,连接后电机接线盒密封完好可靠。
6.10 交货时提供的各种工具及附件:
1根锯条压杆
1个橡胶锤
5条地脚螺栓
1个筛网
总则:
- 注意安装过程中谨防异物掉入机内,在安装前须将进料口用堵盖封堵。
7.开机前的工作
由于锉磨机只是整个工艺过程的组成部分之一,所以要注意有关的使用说明。在锉磨机进行工作之前,要注意以下一些重要事项:
7.1 检查传动部位、电机、主轴应运转灵活,无卡滞现象,紧固件无松动。
7.2 严禁砂石、铁块及木块等异物进入壳体内。因为一旦进入就会造成严重损 坏。物料清洁干净并且与那些硬的刚性物分开。确保机内、传动部位、机器周围干净无异物。
7.3 检查两个皮带轮是否校准,不得前后错位。检查齿形带是否张紧。如有必要,则进行调整!!参看9页附图3。
7.4 打开侧盖(12号位置),检查转子外表面和组合锉磨刀之间的间隙(不包括锯条)应为6㎜≤L≤6.5㎜。
7.5 检查筛网张紧手柄(7号与8号位置)是否已经放到筛网张紧位置上。
7.6 检查锯条组件装配正确完整,无缺少,并使锯条组件两端头与转鼓两侧面相平齐(非常重要!!!),不得有任何一个锯条组件在转子边缘伸出。
7.7 检查轴承润滑情况良好。
7.8 检查电器及线路完好,无破损,器件动作可靠,绝缘良好。
7.9 检查转鼓旋转方向是否与电机旋转同向,从传动带轮一端正视,为逆时针方向旋转。
7.10 检查所有螺栓(包括地脚螺栓)是否紧固可靠,无松动现象。
7.11 起动驱动电动机,当已经达到大速度时;
7.12 起动螺旋输送机;
7.13 将螺旋输送机调节到所需要的数值。
7.14 检查电动机是否超过大电流安培数值。
重要事项:
- V形皮带应调节成当皮带由3.7千克重量压在中间时应有10毫米的挠度。(参见9页附图3)。
- 当转子的转向反向时,螺旋输送机放空且转子完全停止转动。
- 如因意外情况停机后,在重新开机前一定清理干净机器内的所有薯块及杂物。
8.运转过程中的维修
重要事项
当在工作过程中需要进行维修时,请注意安全!了解到锯条的锋利性,在更换筛网或锯条时,一定要戴好工作手套。在要进行维修时,请注意一定不能启动转子并将电闸拉开。
8.1 工作过程中如在设备腔体内出现异常响动,请立即关闭螺旋输送机和锉磨机上方的闸板阀,停止进料,并关闭锉磨机。打开侧盖上的观察窗(19号位置),进行查看情况,如发现硬物请立即取出并查明原因。
8.2 锉磨能力下降时,打开观察窗盖(19号位置),检查锯条的使用情况。如有必要,则进行更换。参见P8页的条款11“锯条的更换”。
8.3 每星期检查组合锉磨刀(40号位置)的情况。
8.4 检查组合锉磨刀与转子外表面之间的距离(6~6.5㎜)。如有必要,则通过调整内六角螺钉(37号位置)来调整锉磨刀与转子间的狭槽。先松开34号位置上的螺钉并调节37号位置上的内六角紧定螺钉。
调节好后,牢牢拧紧34号位置上的螺钉!
8.5 每星期检查筛网的使用情况。要更换已经破损的筛网。参见P11页的条款13“筛网的更换”。
8.6 在运转过程中,一定要定期检查轴承的温度。轴承温升不应该超过正常工作温度的40℃!强烈建议安装温度指示器。具体安装方法可向河南固博实业有限公司寻求建议。
8.7 根据P12页的条款14“轴承润滑说明”,如果需要进行重新润滑,则要进行检查。
8.8 每星期检查V形带的张紧度及状况。如有必要,则要通过调整46号位置上的螺栓进行张紧。
8.9 每次停机都打开观察窗盖(位置:19号)检查腔体内是否有硬的刚性物(如石块、铁块、木块等)存在。
只有在转子完全停下来时才能打开壳体!
8.10 经常检查电动机外表面的散热片是否被弄脏。
如有必要,则要清洁干净!
8.11 经常检查地脚螺栓及螺母是否松动。必要时要拧紧。
9.停止作业
9.1 关闭螺旋输送机和关闭闸板阀。
9.2 当送料斗无物料后,打开冲洗水进行冲洗,冲洗时间为10分钟左右。
9.3 让转子保持运转惯性直至完全停下。
9.4 当锉磨机停机作业超过2天时,取下所有的锯条,并涂抹防锈油,防止生锈,将压条清洗干净放好。
注意:当取下锯条时,注意压条与转子沟槽是一一配对的!当重新安装锯条时,锯条组件一定要放在对应的沟槽内!
10.一般性维护
重要事项
当在工作过程中需要进行维修时,请注意安全!了解到锯条的锋利性,在更换筛网或锯条时,一定要戴好工作手套。在要进行维修时,请注意一定不能启动转子并将电闸拉开。
10.1 每星期/每天或必要时:
更换锯条和筛网,用润滑脂润滑轴承并进行一般性的清洁。
10.2 1000个工作小时后,进行维护与磨损检查:轴承、组合铣刀、齿形带、筛网以及活动部件。
10.3 25000个工作小时以后,进行大修检查。
10.4 当锉磨机停止作业的时间较长时,一定要取下所有的锯条、筛网并且松开皮带,而且在所有锯条上涂抹一层防锈油,用油纸包好存放。经常用手转动转子进行润滑。
非常重要的事项
- 考虑到安全原因,每查转子是否损坏或有裂缝。这项检查通过磁性录音系统或系统进行。这项检查只能由专家来执行。
11.锯条的更换
重要事项
当在工作过程中需要进行维修时,请注意安全!了解到锯条的锋利性,在更换筛网或锯条时,一定要戴好工作手套。在要进行维修时,请注意一定不能启动转子并将电闸拉开。
步骤:
11.1 关闭螺旋输送机和关闭送料阀门。
11.2 通过锉磨机上盖后背的冲洗连接管用水冲洗运行的转子10分钟左右。
11.3 关闭锉磨机电机。
11.4 当转子停止转动时,打开反向手柄(7和8号位置),松开筛网的夹紧装置。
11.5 松开侧盖(12号位置)与上盖(15号位置)、机座(9号位置)的6个固定螺栓,打掉上盖与侧盖的两个定位销。
11.6 松开组合铣刀的两个固定螺栓(34号位置),向后拉动组合铣刀约15毫米,并取下侧盖(12号位置)。
11.7 检查转子的两侧及侧盖中的凹槽内是否有任何坚硬的东西存在(如石块、铁块、木块和骨头等)。如有必要,则要清洁干净。
11.8 将卸锯条的用的压杆顶住压条的顶面,用一个橡胶锤(见附图2)轻轻下击(注意敲击过程中压杆不可与转鼓或锯条接触),使锯条组件与沟槽内两侧斜面脱离,尔后将组件从转鼓一端向另一端推出。
11.9 一般情况下是一根一根更换。每卸掉一个锯条,就将相应的转子沟槽与卸下的压条清洗干净。装上新锯条后,再将该对锯条组件放入对应的沟槽内(非常重要!!!压条与压条、每对锯条组件与沟槽是一一对应的,千万不可互换)。
11.10 连续进行,直至更换完所有的锯条。
11.11 已经更换完所有的锯条后,一定检查所有的锯条组件与转子两侧面相平齐,不允许有任何一个锯条组件超出转子侧面。否则,将会酿成重大事故!
11.12 锯条更换完毕后,通过拧紧固定螺钉(34号位置)将组合铣刀固定,并检查锉磨块与转子外表面间的间隙是否为6mm,如果不是,则要松开34号位置的固定螺钉,通过调整37号位置的四个内六角紧定螺钉的深度来确定锉磨块与转子间的间隙。
11.13 间隙调整为6mm后,将34号位置的固定螺栓拧紧,并核实锉磨块与转子的间隙是否为6mm。
注意核实完毕后,四个内六角螺钉一定要顶紧机座的侧平面。
11.14 间隙无误后,将两个固定螺钉松开,将侧盖放平到机座上,将两个定位销固定后,拧紧34号位置上的固定螺钉。
11.15 将其它的连接螺栓固定好。
11.16 将机座两侧的四个筛网固定手柄摆到锁紧状态。
11.17 打开侧盖上的观察窗盖,再次检查锯条组件是否在沟槽内左右错位。(非常有必要!!!)
11.18 启动电机并检查转子是否能平稳运行而无异常噪音。否则,应立即停机检查。
非常重要的事项
- 每对锯条组件中的两个压条是配对的,并在其内侧左右配对标记,且每对锯条组件与沟槽也是一一对应的。在更换锯条过程中,千万不可乱装。否则,将导致转子失去动平衡,将会出现重大事故。
- 注意锯条锯齿的正方向要与电机旋转方向一致。且将锉磨块与转子外表面之间的的间隙调整为为6~6.5mm,否则均会影响锉磨效果。
- 在电机起动前,务必检查锯条组件要与转子两侧面相平。否则一旦启动电机,将会酿成重大事故。
12.锉磨刀的更换
重要事项
当在工作过程中需要进行维修时,请注意安全!了解到锯条的锋利性,在更换筛网或锯条时,一定要戴好工作手套。在要进行维修时,请注意一定不能起动转子并将电闸拉开。
步骤:
12.1 关闭螺旋输送机和关闭送料阀门。
12.2 通过锉磨机上盖后背的冲洗连接管用水冲洗运行的转子10分钟左右。
12.3 关闭锉磨机电机。
12.4 当转子停止转动时,打开反向手柄(7和8号位置),松开筛网的夹紧装置。
12.5 松开侧盖(12号位置)与上盖(15号位置)、机座(9号位置)的6个固定螺栓,打掉上盖与侧盖的两个定位销。
12.6 松开组合铣刀的两个固定螺栓(34号位置),向后拉动组合铣刀约15毫米,并取下侧盖(12号位置)。
12.7 卸下六个螺栓(35号和36号位置),换上新的锉磨刀。
12.8 按照相反的顺序将设备装好。
非常重要的事项
- 更换锉磨刀过程中注意保持锉磨块与转子外表面之间的的间隙为6~6.5mm,否则会影响锉磨效果。
13.筛网的更换
重要事项
当在工作过程中需要进行维修时,请注意安全!了解到锯条的锋利性,在更换筛网或锯条时,一定要戴好工作手套。在要进行维修时,请注意一定不能起动转子并将电闸拉开。
步骤:
13.1 关闭螺旋输送机和关闭送料阀门。
13.2 通过锉磨机上盖后背的冲洗连接管用水冲洗运行的转子10分钟左右。
13.3 关闭锉磨机电机。
13.4 当转子停止转动时,打开反向手柄(7号和8 号位置),松开筛网的夹紧装置。
13.5 松开侧盖(12号位置)与上盖(15号位置)、机座(9号位置)的6个固定螺栓,打掉上盖与侧盖的两个定位销。
13.6 松开组合铣刀的两个固定螺栓(34号位置),向后拉动组合铣刀约15毫米, 并取下侧盖(12号位置)。
13.7 卸下螺栓(34号位置),取下组合锉磨刀。
13.8 用手钳夹住筛网边缘将筛网抽出。
13.9 以相反的方式放入一块新筛网。尽可能推进去靠着对面的组合锉磨刀。
13.10 用松开的螺钉固定好组合铣刀。
注意:安装过程中不要动四个紧定螺钉,以保持锉磨块与转子外表面之间的间隙6~6.5mm。
13.11 将侧盖固定好。注意密封橡胶已完全就位。
13.12 拧紧组合锉磨刀的固定螺栓(34号位置)。
13.13 通过固定外心控制杆(7号和8号位置)使筛网的夹紧装置张紧。
非常重要的事项
- 更换筛网过程中注意将锉磨块与转子外表面之间的的间隙保持为6~6.5mm,否则均会影响锉磨效果。
- 筛网更换后务必使筛网固定手柄处于锁紧状态。
14.轴承润滑说明
轴承型号:瑞典“SKF”轴承22320E
14.1 锉磨机在出厂前,已经按要求加足润滑脂。
14.2 经常检查轴承润滑状况,必要时补加润滑脂。
润滑脂型号为二硫化钼锂基脂,每工作300小时,加一次润滑脂,补加后所有润滑脂的量为轴承腔空间的二分之一。否则,由于油脂太多,轴承温度将会升高。
14.3 根据生产厂家的使用说明对电动机进行润滑。
15.总结
15.1 注意所有的维护与维修工作只能由的有资格的专业人员完成。如果发生问题,通常要通知生产厂家并等候建议!!!
15.2 建议至少每3年更换一次轴承!
16.常见故障及排除方法
| 故障特征 | 可能原因 | 排除方法 |
| 震动及噪声大 | 1、机内进入硬质异物 | 检查排除 |
| 2、主轴轴承磨损 | 更换轴承 | |
| 2、锯条组件与上盖或侧盖内侧壁摩擦 | 更换锯条组件 | |
| 轴承温升过高 | 1、润滑 | 补加润滑脂 |
| 2、轴承磨损或轴承座损坏 | 更换轴承 | |
| 电流过高 | 1、锯条磨损严重,负载加重 | 更换锯条 |
| 2、轴承摩擦严重,负载加重 | 更换轴承 |
特别提醒:
如果出现上述或其它以外故障,设备使用厂家如果不能自己解决,请及时与我公司联系,我公司将给予技术指导或派谴专家到现场解决。
17.常用易损件一览表
| 名 称 | 型号规格 | 单位 | 单台数量 |
| 轴承 | 22320E(SKF) | 套 | 2 |
| V形皮带 | XPB3150 | 根 | 8 |
| 锯条(长×宽×厚—齿距) | 500×21×1.2—1.5 | 条 | 120 |
| 筛网 | 网孔15×1.5 | 件 | 1 |
| 锉磨刀 | 件 | 2 |